


Understanding the Importance of Certification Methods
Unravel the complexities of calibration and ensure your measurements are always on point and the essential ‘why’ and the practical ‘how’ to achieve certified accuracy for all your calibration needs.
The Cost of Inaccuracy
Imagine radiation machines delivering lethal overdoses, deadly workplace accidents, a bridge collapse, or a multi-million-dollar space craft lost to a small conversion error. These are not hypothetical scenarios, but real-world disasters stemming from measurement inaccuracies.
The common thread? Reliance on test equipment that was not properly calibrated. From medical devices and electrical engineering to aerospace technology and almost every industry we know, the accuracy of measurement is not just a technical aspect, but a fundamental and legal safety requirement.
When calibration fails, the consequences can be severe. Catastrophic events, lives lost, millions of dollars gone, businesses derailed, and more. The examples above are not just about abstract numbers, but instead a stark reminder that in simple and complex operations, the precision of test equipment is non-negotiable.
The Right Approach for your Calibration Needs
Certifying, ensuring accuracy, and knowing your equipment is reliable is crucial in any industry.
However, the methods utilized can vary significantly depending on the industry, type of equipment, organizational or manufacturing requirements, and specific technical needs. As one of the nation’s most trusted metrology calibration companies, we know firsthand the importance of tailoring your methodologies to meet the unique process demands of your equipment and business.
Since each method depends on various factors, the personalized approach to calibration contrasts with the commonly held belief that a universal calibration method exists – a myth we will debunk.
The “One-Size-Fits-All” Calibration Myth
As a business who has been in the calibration industry for over 40 years, it’s key to remember that there is no universal calibration solution. With many factors to account for, a calibration service should align with your specific technical requirements and quality system objectives.
With that in mind, let’s explore the key considerations that demonstrate why a one-size-fits-all calibration solution is not practical and key considerations are needed to help navigate diverse, industry specific calibration requirements.
Causes of Calibration Variability
While the desire for a standardized calibration process is understandable, the reality is that each scenario presents unique challenges. The notion of a ‘single solution’ is quickly dispelled when considering the wide range of instruments, environments, and regulatory demands. Instead, a customized approach is essential.
Below we explore key considerations that factor into calibration measurements.
Uncertainty and Risk
Measurement uncertainty is a critical factor. Let’s say, for example, your process requires a reference instrument accuracy of ±0.1% but the measurement uncertainty on that instrument is ± 0.2%. The instrument’s accuracy then becomes questionable and the contributions to uncertainty below need to be considered:
- Referencing standard accuracy
- Resolution
- Repeatability
- Reproducibility
- Environmental conditions
In some processes, such as dimensional measurement, environmental conditions can be the dominant uncertainty contribution. Additional measurement uncertainty can be created by the formulas utilized for unit conversions or “rounding”. In general, rounding should only occur in the result after all other calculations are completed.
When determining the magnitude of such uncertainties, contributors are mathematically combined with various statistical approaches in an uncertainty budget, based on a specific confidence level, such as k=2 or 95%.
As an example, consider a Device Under Test (DUT) measurement at 100 psi, that is performed by three different technicians. The measurement result would likely vary to some degree. This could be caused by a number of measurement uncertainty contributions, including reference standard uncertainty, the procedure used, and/or the experience of the technician. An example of a measurement, expressed with an uncertainty, at 100 psi might look like: 100.0051 psi ± 0.0004 psi; where the ± 0.0004 psi Is the uncertainty of the measurement based on some of the contributors described above.
Test Uncertainty Ratio (TUR): Unlike Test Accuracy Ratio (TAR), TUR considers the calculated uncertainty of the results.
TUR is the ratio of uncertainty of a measurement to the accuracy of the device being tested. By incorporating the calculated uncertainty of the calibration results, TUR provides a more robust measure of confidence. This is crucial because it directly influences the decision-making process regarding the suitability of a calibration.
Measurement Risk: The probability of reporting a False accept or False reject (Pass/Fail) when determining conformance to a specification increases the further the measured value is from nominal, and risk decreases the closer the measured value is to nominal.
Because every measurement carries a degree of uncertainty, the risk is not only theoretical, but has real world implications related to quality, safety and regulatory compliance. This is why there is a critical link between calibration, uncertainty, and decision-making, which when done incorrectly, can result in costly and potentially hazardous errors.
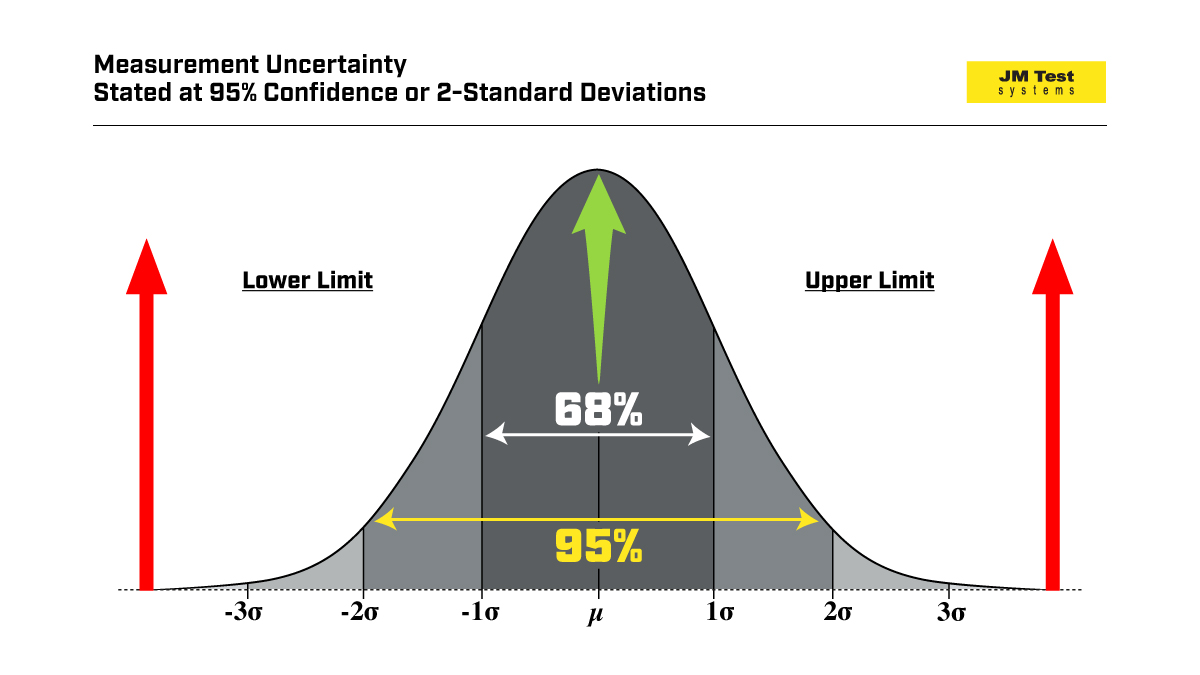
Figure 1: Measurement Uncertainty stated at 95% confidence or 2-standard deviations
With the red arrows representing the DUT test limits, the associated measurement risk is low when the measured value (in green) approaches the nominal line. However, as the measured value approaches the high or low limits, risk will increase. As a result, adjusting to the nominal value when reading borderline or near out of tolerance may be wise.
Note: Your measurement process should always be validated before any adjustments are made.
Calibration and Certification Requirements
Calibration and certification documents are essential cornerstones of reliability and compliance. Calibration provides concrete proof that equipment measures accurately to ensure quality control while certification verifies adherence to established regulations and established standards.
Depending on governing standards, documentation requirements may include the following:
- Technical training records
- Qualification records
- Reference standard performance history (prior certificates and intermediate checks)
- Procedure validation
- Adherence to standards via audit or proficiency testing
Understanding the accuracy requirements of your measurement process could be the single most important factor in selecting reference standards and test methods. For example, the traditional target TAR in calibration is 4:1, however TARs and TURs can often be less than 4:1 as technology advances and equipment becomes more and more accurate.
An additional factor to consider is if you are using an approved manufacturers procedure, it will normally spell out the equipment required, method for verification, and the test points to be verified. If a Manufacturer’s Procedure is not available, a calibration procedure may need to be written making the interpretation of equipment specifications crucial.
Interpreting Equipment Specifications
When determining conformance to a specification, it must be understood exactly what that specification is describing to ensure it is properly applied during testing.
For example, in pressure calibration, “range” and “span” are sometimes used interchangeably (or incorrectly). When in doubt, confirm the tolerance calculations with the equipment manufacturer.
Such calculations may include distinguishing between the equipment specifications listed below:
- % of Span v. FS or Range
- % of RDG + Floor
- Data Sheet v. Marketing Sheet
- Environmental conditions
Lastly, environmental conditions such as temperature and humidity should be documented with all calibration results so any perceived measurement bias can be properly investigated and accounted for.
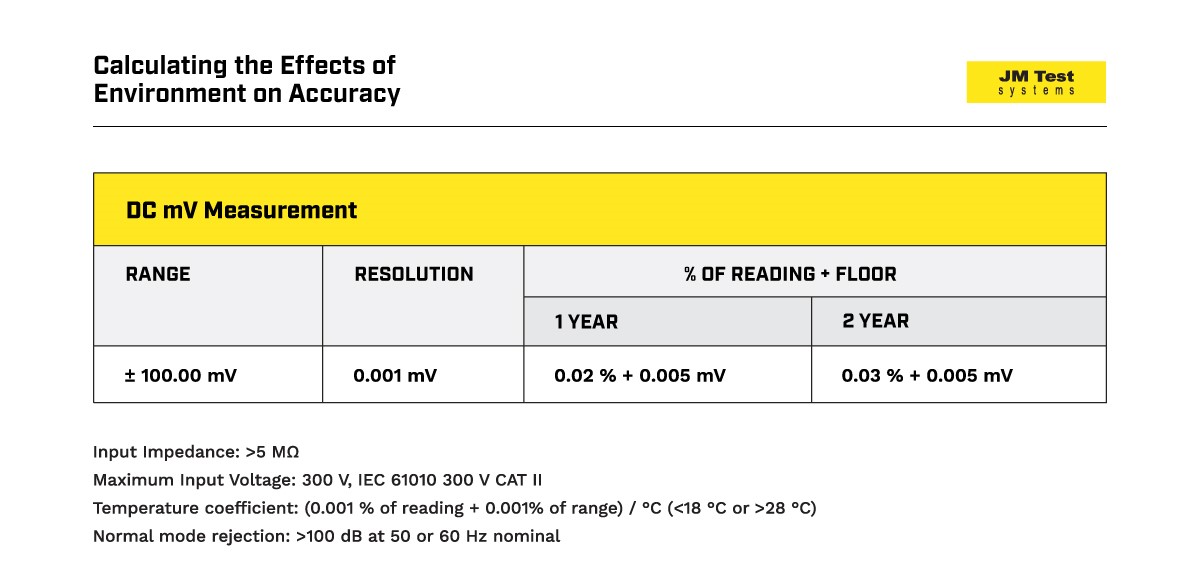
Figure 2: Calculating the effects of environment on accuracy
Required Documentation
Accurate calibration documentation is more than just a formality, it’s a critical component to ensure measurement integrity, safety, and compliance. Not only does it provide traceability, but it also demonstrates quality assurance that proper calibration procedures were followed and that the equipment met specified accuracy requirements.
In the event of an accident or product failure, this documentation can also provide evidence of due diligence that can eliminate equipment maintenance and calibration accuracy as a contributor.
Your quality system and/or other governing standards will dictate the level of documentation required for your calibration processes. The below listed standard/required documents are common examples:
- Calibration Certificate(s) – Proof of calibration with information required to establish metrological traceability
- Data Sheet – Nominal value, record of measurements, equipment identification, measurement uncertainty, as found/as left measured values, accuracy statements, and test limits
- Calibration Procedures/Methods – Step-by-step procedure, with a revision date, used for verification and certification
- Method Validation – Required when a common, proven, or industry accepted method is not used
- Recall Schedule – Administrative method ensuring prompt recalibration to prevent expired test equipment
- Interim Checks – For reference instruments, an important element of measurement assurance
- Calibration Extensions – Need to be supported by performance history and approved by competent authority
- 3rd Party Software Validation – May be included with the instrument or purchased separately and can require validation
Example Methods and Levels of Certification
Method selection and level of testing (internal or outsourced) depends directly on the accuracy level of the process affected by the calibration, availability of the necessary test equipment and your technician’s qualifications.
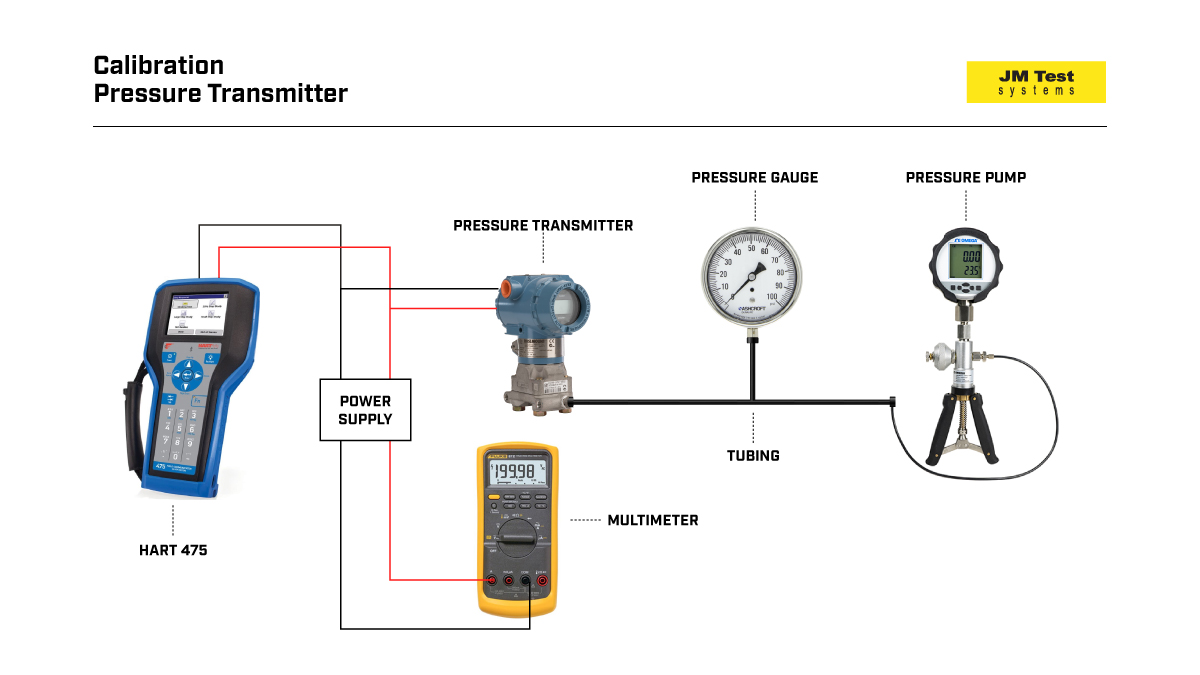
In Figure 3, the Pressure Transmitter being calibrated is “metrologically traceable,” when the equipment, used to calibrate it is also calibrated and traceable. Evaluation of your certificates may be necessary. In this example, the Pressure Transmitter output current (in mA) and the digital display (in psi) are both verified against traceable reference standards.
Fig. 3 – Example: Calibrating a Pressure Transmitter
Note: Reference instruments used in “Field” Calibrations are typically sent out for certification to maintain traceability.
In a second example, when using a deadweight tester, specific reference conditions may be needed to achieve the desired accuracy. Because pressure is created by placing calibrated weights on a piston with a known effective area, the basic equation is: P=F/A and traceability is maintained through the deadweight tester calibration certificate.
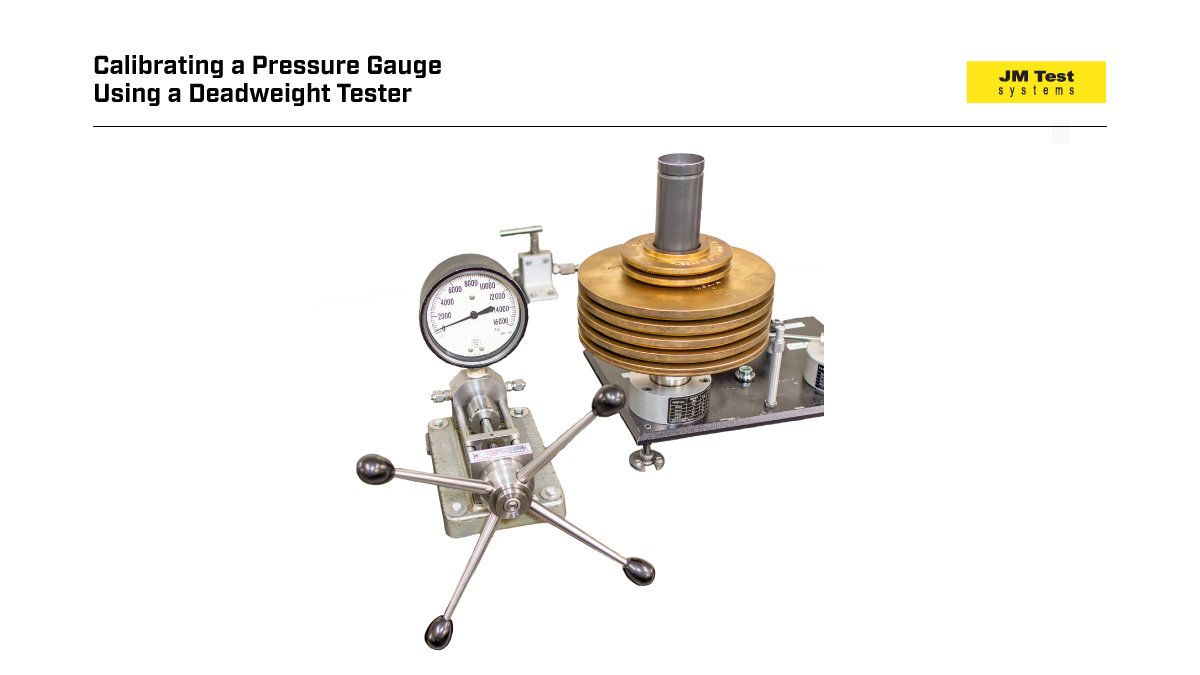
Figure 4: Calibrating a pressure gauge using a deadweight tester
This method has several advantages including high reference accuracy, reliability, and cost effectiveness.
While these methods offer notable advantages under specific circumstances, it’s essential to recognize the limitations of field level calibrations when compared to the required process accuracies. Some other considerations include:
- In House/Lab – In certain cases, some benefits may be realized from establishing an in-house calibration facility, with an added expense to the maintenance budget. However, this could be beneficial for decreased turnaround time and cost efficiency.
- System vs. Component – Instruments that use multiple components in a measurement can often be calibrated individually or as a system, such as temperature probes, pressure sensors or current clamps that require an external readout.
- Procedure Automation – METCAL, MET-TEMP, Documenting Calibrators, Excel VBA, or other user developed.
- Cal Before each Use – Often a certified artifact or characterized standard is used for verification before use. i.e. Sound Level Meters, Surface Roughness or Hardness Testers.
- No Calibration Required (NCR) – When the accuracy of a process is determined by another reference instrument, or the device makes no quantitative measurement, such as indicating the presence or absence of voltage or pressure. It is important to note that the calibration status of all instruments should always be clearly marked, including those that are determined to be “NCR.”
Regardless of the factors above, navigating the complexities of calibration must be tailored to the specific demands of the measurement process. From deciding between in-house or outsourced solutions and more, each factor plays a role in ensuring accuracy and efficiency. By carefully considering all variables, the right calibration practices can be selected to ensure the integrity of your processes.
Measurement Parameters and Typical Methods for Certification
With so many methods available for testing and certifications it’s key to determine what level of certification will be performed, the traceable reference instruments needed, and the level of training and qualifications required. Additionally, TAR should be the first consideration in reference standard selection.
Below are some of the most common measurement parameters and typical reference standards used for calibration and certification:
- Micrometers – Gauge Blocks, Optical Flat
- Gauge Blocks – Reference Blocks, Gauge Block Comparator (with strict environmental controls)
- Pressure Gauges – Digital Pressure Calibrators, Reference Gauges (comparators), Dead Weight Testers
- Conductivity Meters – Reference solutions
- Voltage, Current and Resistance – DMMs, Process Calibrators, Reference Voltage Cells and Precision Resistors. Resistors and Shunts, Precision DMMs or voltage vs. current calculation where R = E/I, Ohm-Ref. software
- Mass (Weights) – Direct balance measurement or substitution method using reference masses
- Effective Area of a Piston – Cross float method with reference masses and reference DWT piston
- Thermometers – Bath and/or Precision thermometer or Reference PRT & Readout (to characterize source)
- Temperature Baths – Reference Thermometer and Readout. Stability and thermal gradients create greatest error
- Thermocouple (TC) Simulation (Source and Measure) – CJC Ref., TRP; Source: Precision DMM, Measure: Precision Voltage source
- Platinum Resistance Thermometers (PRTs) – Super thermometer (readout), multiplexer, baths, reference PRT
- Torque Wrenches – Digital or Analog Torque Testers, Torque Transducer systems, Mechanical loader
- Digital Torque Testers – Reference mass and certified Torque Arms where T = F x L
- Timers and Stopwatches – Frequency reference, time interval comparison or time base measurement method
Reference instruments, or standards selected for a given measurement parameter, are determined by the accuracy required by the measurement process. In most cases, the manufacturer’s recommendations are implemented.
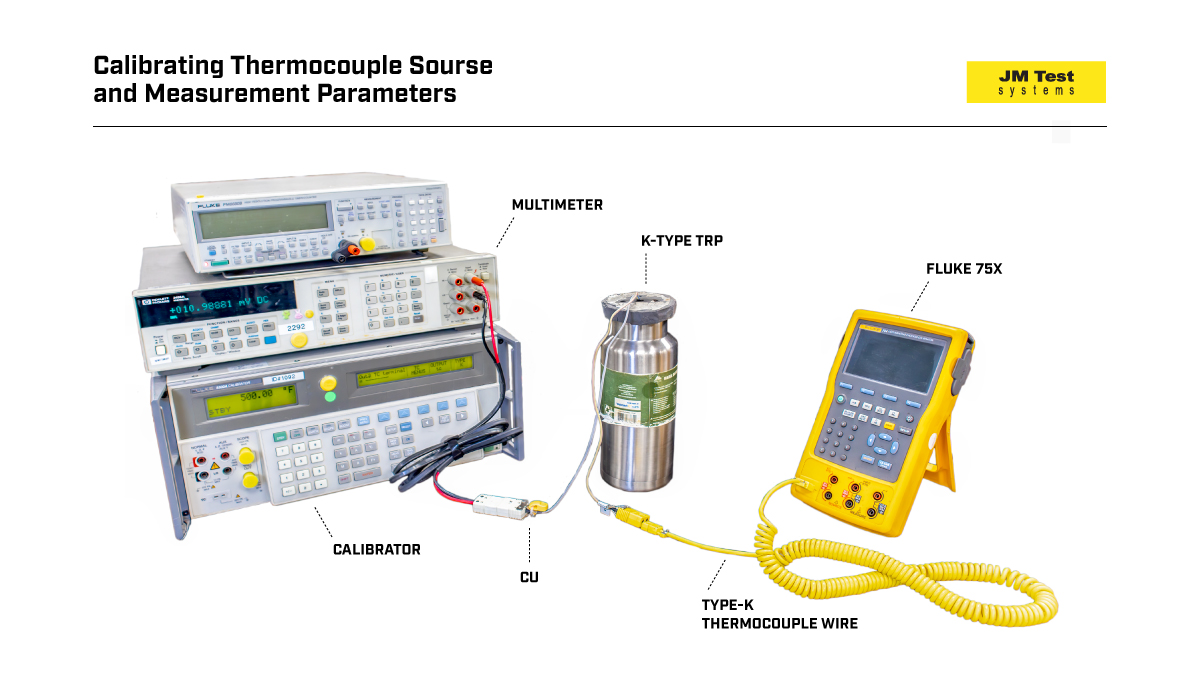
Figure 5: Calibrating Thermocouple source and measurement parameters
Note: When properly calibrated and certified, the 75x Thermocouple source and measure parameters can be used to certify less accurate instruments and the traceability for future calibrations is established.
Sources for Calibration Procedures
Calibration procedures are often guided by local policy and process requirements. When available, manufacturer recommended procedures normally take precedence. If no manufacturer procedure exists, a verification method should be developed locally, adhering to local guidance or standards from the following resources:
- Manufacturer’s Procedures
- NIST Publications
- American Society of Mechanical Engineers (ASME)
- American Society for Testing Materials (ATSM)
- Navy (NAVAIR)
- Airforce (T.O.)
- Other industry-accepted methods
Because locally developed procedures must include documented validation with clear traceability to the applicable industry standards, adherence to document control practices is crucial.
Additional Considerations
Reference standard substitution may be required when prior specified equipment becomes obsolete. Knowing the accuracy requirements of your measurement process becomes critical when substituting equipment.
ISO/IEC 17025 accredited calibration facilities maintain a “Scope of Accreditation” which describes the capabilities of their accredited parameters. Due to stringent audit requirements by the corresponding accreditation bodies, further external auditing of these facilities is usually not required.
Critical processes may require considering measurement uncertainty contributions to ensure a valid calibration but at the most basic level, the test accuracy ratio (TAR) should always be evaluated. As the uncertainty of the measurement approaches the accuracy of the instrument, we increase the risk of false accept or false reject.
Finally, all test procedures should include safety information and warnings applicable to the equipment being used and the recommended Personal Protective Equipment, when required. If you write or maintain local procedures, SAFETY should always be a prime consideration.
Precision Matters: Embracing Tailored Calibration for Compliance and Safety
Navigating the world of calibration requires a tailored strategy, not a one-size-fits-all approach.
Don’t leave accuracy to chance—invest in robust calibration practices today to protect your business and ensure reliable measurements for tomorrow.
From understanding measurement uncertainty and interpreting equipment specifications, to meticulously documenting procedures and selecting appropriate certification methods, each step is vital for ensuring accuracy and compliance. Thus, employing sound metrology principles is non-negotiable.
The consequences of inaccurate measurements can be severe, impacting safety, quality, and regulatory adherence. By prioritizing accuracy requirements, staying informed about evolving standards, and partnering with experienced metrology professionals, confidence in safeguarding operations can be achieved.
Your Nationwide Solution for Accredited Calibration: JM Test Systems
As a nationwide one-stop-shop for accredited calibration services, we offer a trusted and simplified calibration process because we understand the critical role accurate measurements play in your operations. With any calibration service at JM, it’s guaranteed that you can expect comprehensive calibration services that meet the stringent requirements of NIST, A2LA, and ISO/IEC 17025. Our commitment to these standards ensures your test and measurement equipment is traceable, providing you with the utmost confidence in your results.
From leading brands to specialized models, our extensive calibration capabilities cover a broad spectrum of equipment. We’re dedicated to providing a seamless experience, offering a single source for all calibration needs.
Browse our extensive list of brands or search for your specific model to see how JM Test Systems can streamline your calibration processes and guarantee precision: JM Test Calibration Services
About JM Test Systems
For over 40 years, JM Test Systems has prioritized reliable, rapid, and high-quality service, understanding its critical role in business’s success.
As the nation’s only provider of a comprehensive one-stop-shop experience, we’ve built a reputation as a trusted partner for calibration, rental, and equipment solutions.
Our extensive inventory includes a wide range of instrumentation, controls, and test equipment, complemented by our diverse calibration capabilities, onsite services, repairs, and electrical safety/PPE offerings.
We’re committed to 24/7/365 availability, ensuring you have the tools and support you need, whenever you need them.
Appendix A: Terminology
- Calibration: The documented comparison of a measurement device to be calibrated against a traceable reference device. In other words, it is the comparison of an unknown value to a known value.
- Audits (Internal/External): A review of a facility’s quality directives, application of those directives and technical processes that ensure compliance with governing standards. Periodic internal auditing by qualified staff can prove very effective as a continuous improvement tool if documented results and corrective action plans are maintained. More formal external audits by accrediting bodies may be required to maintain an organization’s accreditation status.
- Device or Unit Under Test (DUT/UUT): The instrument being tested for certification: often used interchangeably.
- Interim Checks/Cross Checks: Periodic testing of instruments between regularly scheduled calibration intervals.
- ISO/IEC 17025: General requirements for the competence of testing and calibration laboratories. Organizations accredited to this standard are audited annually and required to periodically demonstrate technical competence.
- Measurement Assurance: A systematic approach to ensuring the integrity of day-to-day results and provides a documented measure of confidence in testing and calibration work performed. Elements may include: proficiency testing, intermediate checks / cross checks, internal audits, sampling, and process control charts.
- Measurement Uncertainty: Expresses the estimated potential difference between a measured value and the true or actual value, based on available information, and describes the integrity of the measurement. It is the “doubt” associated with any measurement that includes known factors of influence.
- Method Validation: The documented testing that proves a procedure can achieve the desired results.
- Metrology: The science of measurement and its application; establishes a common understanding of units.
- Metrological Traceability: The property of a measurement result where the result can be related to a reference through a documented unbroken chain of calibrations, each contributing to the measurement uncertainty. Traceability ensures confidence that the measurements made by the device are accurate and can be reproduced.
- Test Accuracy Ratio (TAR): The ratio of the reference standard accuracy to the DUT accuracy. A DUT with an accuracy of ± 0.1 %, which is tested with a reference standard that has an accuracy of ± 0.025% results in a TAR of 4:1.
Request for a Quote
Interested in JM’s Calibration Services? Request a Quote Today and use this form:
